DRUK 3D W JUBILERSTWIE
Druk 3D zrewolucjonizował przemysł jubilerski. Dzięki niemu projektanci biżuterii nie muszą ograniczać swojej wyobraźnie przy tworzeniu nowych wzorów, a czas pomiędzy wykonaniem projektu a gotowym produktem uległ znacznemu skróceniu. Drukarki Liquid Crystal umożliwiają produkcję personalizowanej biżuterii o najbardziej wyszukanych kształtach, przy minimalnym nakładzie finansowym. Możliwość drukowania wielu modeli jednocześnie wymaga takiej samej ilości czasu co w przypadku jednego modelu. Jest to przede wszystkim ogromna oszczędność czasu.


PRZYGOTOWANIE WYDRUKÓW DO ODLEWU
Po wydrukowaniu dokładnie umyj model przy pomocy ciepłej wody z dodatkiem płynu do mycia naczyń lub mydła. Upewnij się, że na modelu nie pozostały żadne resztki nieutwardzonej żywicy. W przypadku bardzo delikatnych obiektów, do ich wyczyszczenia, najlepiej posłużyć się myjką ultradźwiękową wypełniona wodą z dodatkiem detergentu.
Dla żywic Daylight: Doświetlić wydruk umieszczając go w przeźroczystym naczyniu (szklanym lub plastikowym) wypełnionym wodą i wystawić go na 10 minut, na działanie silnej lampy UV lub 30 minut na działanie lampki biurkowej, bądź promieni słonecznych. W międzyczasie należy obracać modelem, tak aby doświetlił się równomiernie.
Jeżeli obiekt po postprocessingu będzie miał lepką powierzchnię, to należy przecierać go szmatką nasączoną alkoholem IPA, aż do uzyskania suchej powierzchni.
Dla żywic UV DLP i laserowych: Doświetlić wydruk umieszczając go w naczyniu z wodą wystawiając na 10 minut, na działanie lampy UV. W międzyczasie należy obracać modelem, tak aby doświetlił się równomiernie.
Jeżeli obiekt po postprocessingu będzie miał lepką powierzchnię, to należy przecierać go szmatką nasączoną alkoholem IPA, aż do uzyskania suchej powierzchni.
Przed rozpoczęciem wypalania, model należy powlec cienką powłoką PTFE, aby zapobiec powstaniu szorstkiej powierzchni i zabezpieczyć przed przyklejaniem się do niej gipsu odlewniczego.
Do wykonania formy Zalecamy stosowanie gipsu odlewniczego Plasticast, najlepiej PlasticastBandust firmy Ransom&Randolp

ZALECANA ŻYWICA
Żywica Daylight Castable została specjalnie zaprojektowana tak, aby dawać możliwie najczystsze odlewy, bez pozostawiania popiołów.
Kup teraz
PROCES ODLEWANIA
UWAGA: Poszczególne czasy mocno zależą od rozmiaru tulei. Proponowane wartości zalecane są dla klasycznego układu choinki w tulei o maksymalnych wymiarach Ø100 x 200mm.
Program wypalenia tulei:
Umieścić tulej w piecu i podnosić temperaturę do 270 °C z szybkością 200°C na godzinę.
Utrzymywać temperaturę 270 °C przez 4 godziny.
Podnieść temperaturę z 270 °C do 730 °C przez około 4 godziny z szybkością 150°C na godzinę.
Utrzymać temperaturę 730 °C przez 4 godziny.
Poczekać na spadek temperatury pieca do temperatury odlewu przy uchylonych drzwiach pieca.
Trzymać tulej w piecu w temperaturze odlewu przez 30 min, a następnie rozpocząć wykonywanie odlewu.
Szybkie wypalanie:
Jeżeli nie odlewamy modeli z kamieniami szlachetnymi, to możemy wówczas stosować szybki program wypalania:
WSKAZÓWKI DOTYCZĄCE DRUKOWANIA MODELI JUBILERSKICH
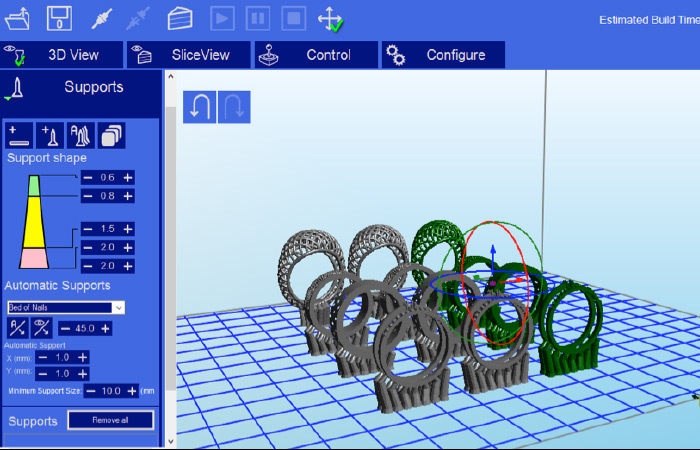
Na poniższym screenie prezentujemy zalecane ustawienia supportów dla druku 3D biżuterii w programie Creation Workshop. Supporty lepiej jest dodawać ręcznie, więc nie zaleca się stosowania funkcji automatycznego ich wstawiania.
Ważne: Dla biżuterii składającej się z bardzo delikatnych elementów wierzchołki supportów można ustawić na wartość 0,4 mm (rys.1)
Dla druku na warstwie 50 mikrometrów zaleca się używanie następujących ustawień:
- LayerThickness (µm): 50
- BottomExposure (s): 100
- Nº of bottomlayers: 10
- Lift Distance (mm): 1
- Top Delay **(s): 2.5
- BottomDelay* (s): 7
- Z lift Speed (mm/m): 15
- Z builtSpeed (mm/m): 15
- Z RetractSpeed (mm/m): 15
*W oprogramowaniu Creation Workshop „BottomDelay” określone jest jako “Lift and Sequence Time”.
**Wartość „Top Delay” może być zmieniona w G-code, bezpośrednio w Creation Workshop. Screen obok (rys.2) pokazuje dokładnie gdzie szukać tej wartości. Po jej zmianie należy ponownie pociąć model.

W celu wydrukowania drobnych detali rzędu 0,3 mm, model należy ustawić wzdłuż dłuższej krawędzie ekranu drukarki.
Dzięki temu osiągamy lepszą jakość z zachowaniem najdrobniejszych detali. Na poniższym przykładzie, bardziej korzystnie ustawione są modele po lewej stronie. (rys.3)
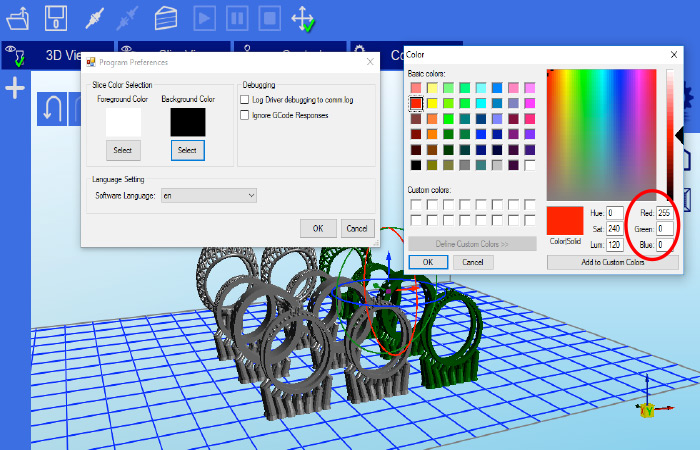
Aby uzyskać lepszą rozdzielczość drobnych elementów możemy zmienić kolor tła wyświetlanego na ekranie drukarki na czerwony. Zmiany dokonujemy w programie Creation Workshop, postępując według następujących kroków: klikamy w File > Preferences > Select BackgroundColour > wybieramy czerwony z listy dostępnych kolorów i ponownie tniemy plik.
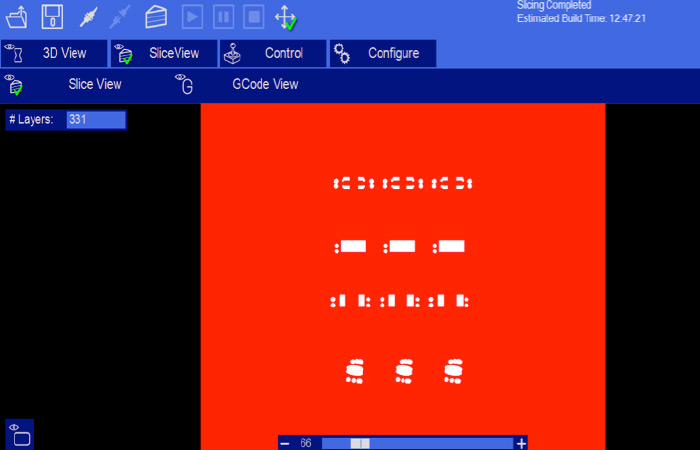
Należy się upewnić, że wybraliśmy „czysty” czerwony, bez domieszki zielonego lub niebieskiego (rys.4). Efekt zmiany można podejrzeć w zakładce „SliceView”. (rys.5)